



વાહન ઉત્સર્જન અને બળતણ વપરાશ પર વધુ કડક ધોરણો લાગુ કરવાની જરૂરિયાતોને પરિણામે સમગ્ર ઓટોમોટિવ ઉદ્યોગ આ સુધારાઓને પહોંચી વળવા માટે ઝઝૂમી રહ્યો છે.ઇંધણનો વપરાશ અને એક્ઝોસ્ટ ઉત્સર્જન ઘટાડવા માટે, ઓટોમોબાઇલનું વજન ઘટાડવાની પરંપરાગત પદ્ધતિ છે.તેથી કાસ્ટ આયર્નને બદલે એલ્યુમિનિયમ એલોય સિલિન્ડર બ્લોક વિકાસના વલણમાં વિકસિત થયો છે.વધુમાં, એન્જિનની અંદરના ઘર્ષણને ઘટાડીને એન્જિનની કમ્બશન કાર્યક્ષમતા નોંધપાત્ર રીતે સુધારી શકાય છે.તેથી "સિલિન્ડર લાઇનર લેસ" ની નવી કાર એન્જિન તકનીકે ઘણા કાર ઉત્પાદકોનું ધ્યાન આકર્ષિત કર્યું છે.
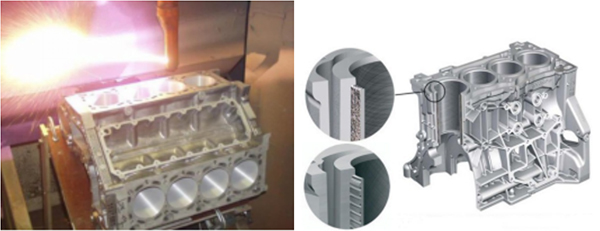
ઓટોમોટિવ એન્જિન(ઓ) સિલિન્ડર લાઇનર લેસ ટેકનોલોજી થર્મલ સ્પ્રેઇંગ ટેક્નોલોજીની રજૂઆત દ્વારા પરિપૂર્ણ કરવામાં આવી હતી.થર્મલ છંટકાવની એપ્લિકેશન એન્જિન બ્લોક ઉત્પાદન પ્રક્રિયા દરમિયાન કરવામાં આવે છે.સ્પ્રે પ્રિટ્રેટેડ એલ્યુમિનિયમ એન્જિન સિલિન્ડર બોરની સપાટી પર લાગુ થાય છે.પરંપરાગત કાસ્ટ આયર્ન સિલિન્ડર લાઇનરને બદલવા માટે સ્પ્રે લો-કાર્બન એલોય કોટિંગનો વસ્ત્રો પ્રતિરોધક સ્તર ઉમેરે છે.લાઇનર વિનાના સિલિન્ડર બ્લોક્સની પ્રક્રિયામાં નીચેના એકંદર સિસ્ટમ ઘટકો અને એપ્લિકેશનનો સમાવેશ થાય છે:
● કાસ્ટિંગ
● રફ મશીનિંગ સિલિન્ડર બ્લોક
● સિલિન્ડર બોરનું ટેક્સચર-રફિંગ
● સપાટીને પહેલાથી ગરમ કરવી
● થર્મલ સ્પ્રેઇંગ
● ફિનિશ મશીનિંગ
● હોનિંગ સમાપ્ત કરો
સિલિન્ડર લેસ લાઇનર ટેક્નોલોજીની મુખ્ય પ્રક્રિયાઓ સિલિન્ડરની સપાટીના રફિંગ દ્વારા કોક્સિયલ સપાટીઓ પર કરવામાં આવે છે (બે સિલિન્ડર કે જેની નળાકાર સપાટી એ રેખાઓ ધરાવે છે જે આપેલ પ્લેનમાં કેન્દ્રિત વર્તુળોમાંથી પસાર થાય છે અને આ પ્લેન પર લંબ હોય છે).આ દ્વારા સમજાય છે:
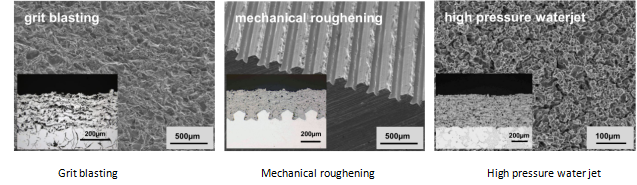
સપાટીના રફનિંગનો હેતુ સપાટીના વિસ્તારને વધારવા માટે જરૂરી છે જેથી સપાટીનું માળખું રચાય જે કોટિંગને યાંત્રિક રીતે સબસ્ટ્રેટની સપાટી સાથે જોડવા દે છે, સબસ્ટ્રેટ પર કોટિંગના યાંત્રિક ડંખ બળને વધારે છે અને સપાટીને વધુ સક્રિય કરે છે અને વધારે છે. સામગ્રી બંધનકર્તા તાકાત.સપાટી રફનિંગ વિવિધ રીતે કરવામાં આવે છે, જેમ કે ગ્રિટ બ્લાસ્ટિંગ, મિકેનિકલ રફિંગ અને ઉચ્ચ દબાણવાળા પાણી-જેટ રફનિંગ.ગ્રિટ બ્લાસ્ટિંગ એ સૌથી વધુ ઉપયોગમાં લેવાતી રફનિંગ ટ્રીટમેન્ટ છે અને તે તમામ ધાતુની સપાટીને રફનિંગ માટે લાગુ પડે છે.
ધાતુની સપાટીને પછીથી સાફ કરી શકાય છે, રફ કરી શકાય છે અને સેન્ડબ્લાસ્ટિંગ પછી અત્યંત પ્રતિક્રિયાશીલ બની શકે છે.આ ખરબચડી સપાટીને પછી છંટકાવની પ્રક્રિયા લાગુ કરતાં પહેલાં તેલ-મુક્ત ઉચ્ચ દબાણવાળી સૂકી હવાથી સાફ કરવામાં આવે છે.
રફિંગ (સરફેસ એક્ટિવેશન) પણ મશીનના ઉપયોગ દ્વારા કરી શકાય છે.અને એવી પ્રક્રિયાઓ છે કે જેના દ્વારા એલ્યુમિનિયમની સપાટીને ચોક્કસ સમોચ્ચમાં આકાર આપવામાં આવે છે.આ સિંગલ-એક્સિસ મશીનિંગ સેન્ટરના ઉપયોગ દ્વારા અને શામેલ કટીંગ ટૂલ્સના ઉપયોગ દ્વારા કરવામાં આવે છે.ખર્ચ અસરકારક અભિગમમાં લાક્ષણિકતાઓને પૂર્ણ કરવા માટે આ એક વખતની પ્રક્રિયા છે.જૂના અત્યંત ઘર્ષક કાસ્ટ આયર્ન સિલિન્ડરના કિસ્સામાં, અતિશય ટૂલ વેઅર એન્ડ ટિયર બનાવવામાં આવ્યું હતું જે તેને આર્થિક રીતે અસ્વીકાર્ય બનાવે છે.
હાઈ-પ્રેશર વોટર જેટ રફનિંગ માત્ર એલ્યુમિનિયમ સિલિન્ડરને જ લાગુ પડે છે અને કાસ્ટ આયર્ન સિલિન્ડર પર લાગુ પડતું નથી.વોટર જેટ પ્રક્રિયા ખર્ચાળ ઘર્ષકનો ઉપયોગ કરતી નથી.જો કે સબસ્ટ્રેટ સપાટી પર પ્રવાહી જેટનો સીધો ઉપયોગ ત્યારે જ થાય છે જ્યારે સપાટી સૂકી હોય.અને પછી પણ સપાટીની રફનેસ મૂલ્ય અન્ય પ્રક્રિયાઓની તુલનામાં પ્રમાણમાં ઓછી છે.
બિન-સિલિન્ડર તકનીકમાં મુખ્ય પ્રક્રિયા તરીકે સપાટીને રફનિંગ એ કોટિંગની બોન્ડિંગ મજબૂતાઈ અને કોટિંગ ગુણધર્મોને સીધી અસર કરે છે.તેથી, સિલિન્ડર ઓછી સિલિન્ડર બ્લોક ટેક્નોલોજીના ઉપયોગ માટે સપાટીને રફનિંગ પ્રક્રિયા પર ધ્યાન આપવું મહત્વપૂર્ણ છે.સપાટીના શ્રેષ્ઠ સક્રિયકરણ અને ઉત્પાદન કાર્યક્ષમતા પ્રાપ્ત કરવા માટે યોગ્ય રફિંગ પદ્ધતિની પસંદગી મહત્વપૂર્ણ છે.
પોસ્ટ સમય: મે-26-2021



